| |
 |
| |
 |
| ● 加熱炉に要求される項目 |
| ● 工業用燃焼炉の安全通則 JISB8415-1~3:2020 |
| ● 加熱炉とは |
| 〇 加熱方法 |
| 〇 間接加熱式 加熱炉の種類 |
| ● バーナー式加熱炉 |
| 〇 バーナー式加熱炉の概要 |
| 〇 バーナー式加熱炉の一般的な構造 |
| 〇 バーナーの一般的構造 |
| 〇 ガス量と空気量 |
| 〇 バーナーの点火 |
| ● 燃料転換 |
| ● 加熱炉内でおきていること 熱輻射、熱伝達、熱伝導 |
| ● 炉の効率 |
| ● 温度ミュレーション方法 |
| 〇 熱輻射 |
| 〇 熱伝達 |
| 〇 熱伝導 |
| |
 |
| |
| ● 加熱炉に要求される項目 |
| |
| 加熱炉に要求される項目としては、下のような項目があります。 |
| |
| (1) 安全性 |
| |
| (2) 温度管理精度 |
| |
| (3) 生産性 |
| |
| (4) 省エネ |
| |
| (5) 公害防止 |
| |
| (6) 保全性 |
| |
| (7) 操作性 |
| |
| JISの規定が最初の参考になるので紹介します。2020年版なので、それ以前の加熱炉には実装されていない機能、構造などがあると思います。 |
| |
 |
| ● 工業用燃焼炉の安全通則 JISB8415-1~3:2020 |
| |
| JIS8415-1:2020に、工業用燃焼炉の安全通則が定められている。3部で合計187ページあり、第一部は、温度、騒音、振動、放射線、人間工学など。第2部は、燃焼及びバーナー、燃料配構成機器、調整・制御及び安全装置、シーケンス時間、ガス燃料。第3部は、プロテクティブシステム設備に適用する設計要求事項、同ハードワイヤー部に対する不具合評価、ユーティリティーの故障、リセットなどが規定されています。 |
| |
| まえがきに、「この規格は,著作権法で保護対象となっている著作物である。」とあるので、内容にはタッチしないことにさせていただきます。 |
| |
| なお、「この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実用新案権に関わる確認について,責任はもたない。」とあるので、適用には特許について注意を要すると推測されます。 |
| |
 |
| |
 |
| ● 加熱炉とは |
| |
| 加熱炉とは、原材料の温度を上げて変形抵抗を小さくして、その後に続く圧延などの熱間塑性加工をしやすくするものと、製品の力学的、耐腐食的な性能を引き出すためのものがあります。後者は熱処理と呼ばれる工程で、この工程に使う加熱炉を熱処理炉と呼ぶ場合もあります。熱処理は、焼き入れ、焼き戻し、焼きなまし、焼き戻しなどがあります。 |
| |
 |
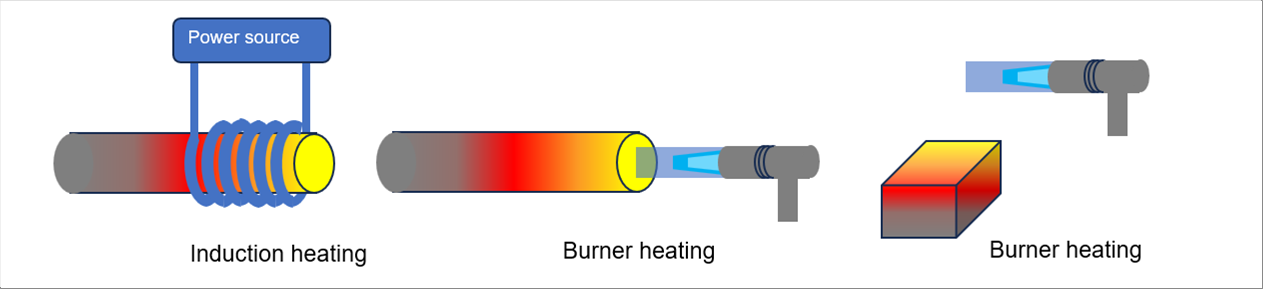
| 〇 加熱方法 |
| |
| 直接通電や誘導電流で被加熱材を直接加熱する方法と、何らかの熱交換によって加熱する間接加熱がありますが、バーナーで燃料を燃焼して雰囲気中で加熱する加熱炉は、間接加熱の代表選手です。バーナー炎を直接被加熱材に当てる方式は、直接か間接か解釈次第だと思います。 |
| |
 |
| |
| 熱を伝える方法には、熱輻射、熱伝達、熱伝導の3種類があります。真空中では、熱を搬送する媒体がないので熱伝達はありません。熱輻射と熱伝導の2種類です。空気、水などの流体中では、3つが働いています。 |
| |
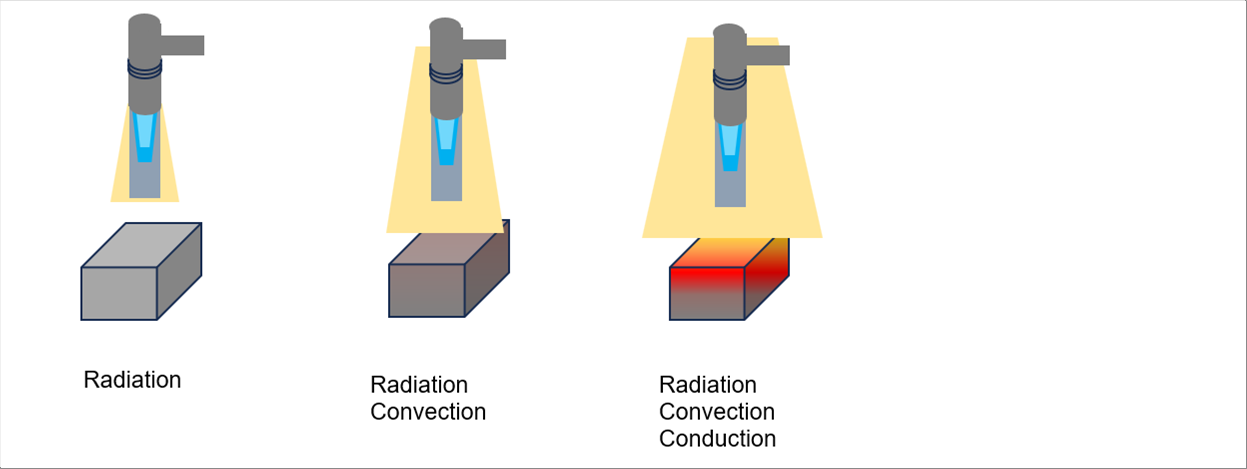 |
| (1) 加熱炉と被加熱材が同じ室温の場合、加熱炉で加熱を開始すると、熱輻射が始まります。熱輻射は、距離が近いほど大きいので、周囲の流体が温まります。 |
| |
| (2) 温まった流体が物体まで移動して物体に熱を伝えます。 |
| |
| (3) 物体表面では、熱源との距離で減衰された熱輻射に加え、流体からの熱伝達で、まず表面温度が上がります。 |
| |
| (4) 表面温度は、物体特有の熱伝導率で次第に物体全体にいきわたります。 |
| |
| このように、物体の表面温度は、常に内部温度より高温になります。 |
| |
 |
| 〇 間接加熱式 加熱炉の種類 |
| |
| 熱源で分類すると、電気炉と燃焼炉(石炭、木炭、オイル、ガス)の2種類になります。電気式の代表はヒーター、燃焼炉の場合はバーナーが代表だと思われます。また、加熱時に機能を付加する目的で雰囲気を調整する場合があります。例えばイナートガス雰囲気で加熱すると酸化防止ができます。酸化防止には、還元性ガス(アンモニアなど)を使う炉もあります。その他、酸化性ガス(水蒸気酸化で脱炭)、浸炭ガス(炭化水素系ガス)、窒化処理(窒化物形成元素+アンモニアなど)など、目的に応じた雰囲気ガスを使用します。 |
| |
| 方式で分類すると、バッチ炉と連続炉になります。バッチ炉は熱処理するものをその都度出し入れする方法です。連続炉は、炉内に搬送装置があり、新しいものを炉に供給しつつ、加熱が完了したものを取り出すことができます。 |
| |
 |
| ● バーナー式加熱炉 |
| |
 |
| 〇 バーナー式加熱炉の概要 |
| |
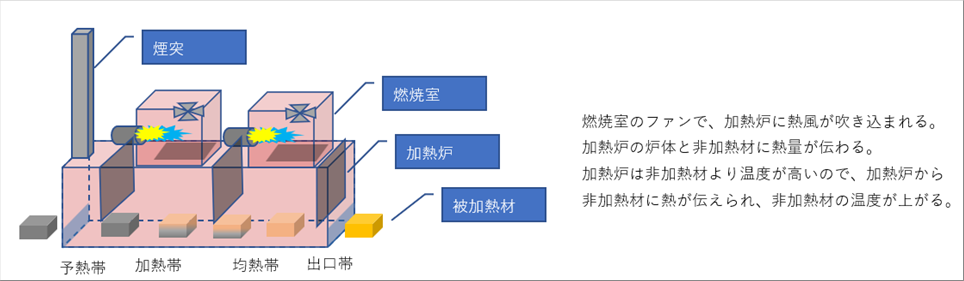
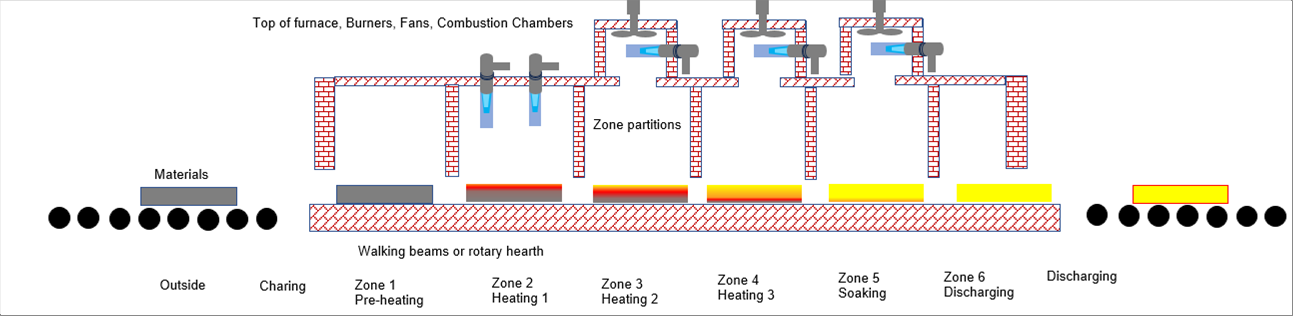
| バーナー式加熱炉は、断熱材でできた炉本体内部で、高温あるいは常温の可燃ガスを燃焼させて、材料を温めるものです。下の模式図は、加熱炉炉体の上に燃焼室があり、そこで発生した高温の燃焼ガスをファンで炉体に入れ、被加熱材を加熱しています。被加熱材は、左から炉に入り、右に出ていきます。 |
| |
| 下の絵では、炉内は仕切りで分割され、4ゾーンに分かれています。燃焼室がない予熱帯、加熱帯、均熱帯、出口帯です。仕切りがあったほうがゾーンごとの温度管理がしやすいと思われますが、仕切りがない炉もあると思います。 |
| |
 |
| |
| 煙突は余熱帯についていますが、これは、炉に向かって右から左に燃焼ガスが流れるようにしたいためです。 |
| |
| こうすれば、予熱帯に燃焼装置が無くても、高温部から燃焼ガスが供給されるため、被加熱材を温めることができるので、省エネになり好都合になります。 |
| |
| 絵ではわかりませんが、炉内の圧力は外気より若干高くしてあります。これは、非加熱材の部分的な温度低下防止のために重要です。炉内の圧力が高いと、外気は炉内に侵入できません。外気が炉内に侵入すると、被加熱材に外気が当たった部分の温度が下がりますが、外気が侵入しなければ温度低下の心配はありません。 |
| |
| 被加熱材を炉に入れるポイントと、炉から出るポイントは、特に外気が入りやすいので注意が必要です。絵では、入口と出口に仕切りを入れることでその点に配慮しています。 |
| |
 |
| 〇 バーナー式加熱炉の一般的な構造 |
| |
| バーナーは、連続式 間接加熱方式 加熱炉によく使われています。下の絵は、一般的な構造の模式図です。 |
| |
 |
| |
| 図示していませんが、煙突は左端にあり、燃焼ガスを再低温部から大気放散します。 |
| |
| 材料は、左から右に搬送されます。炉は、予熱、加熱、均熱のゾーンを経て所定の温度に加熱され、取り出し口から搬出されます。 |
| |
 |
| 〇 バーナーの一般的構造 |
| |
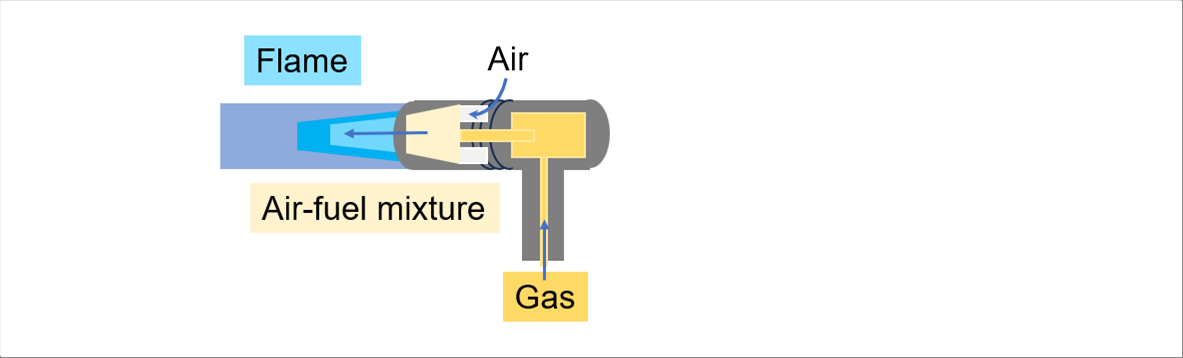
| ガスを燃料にする、一般的なバーナーの構造を下の絵に示します。 |
| |
 |
| |
| 燃料ガスと燃焼用空気はバーナー内部で混合して燃焼させる方式が一般的だと思われます。 |
| |
 |
| 〇 ガス量と空気量 |
| |
| 燃料ガス量は、単位時間当たりに必要な熱量が発生できる量です。 |
| |
| 空気量は、燃料ガスの燃焼の化学式から理論空気量を求め、空燃比をかけて求めます。 |
| |
| したがって、単位時間に必要な熱量がわかればガス量、空気量がわかります。計算手順は、おおむね次のようになると思われます。 |
| |
| (1) 材料への入熱量=温度差 x 比熱 x 単位時間の処理質量 |
| |
| (2) 熱損失=炉体からの放散熱量+煙突からの排出熱量+炉体の温度上昇のための熱量+その他損失熱量 |
| |
| (3) 必要熱量=材料への入熱量 + 熱損失 |
| |
| (4) 高位発熱量=燃料の組成物質の高位発熱量 x 体積比率 の 合計 |
| |
| (5) ガス量=必要熱量 / ガスの高位発熱量 / (熱輻射量+熱伝達両) |
| |
| (6) 空気量=理論空気量 x 空燃比 |
| |
 |
| 〇 バーナーの点火 |
| |
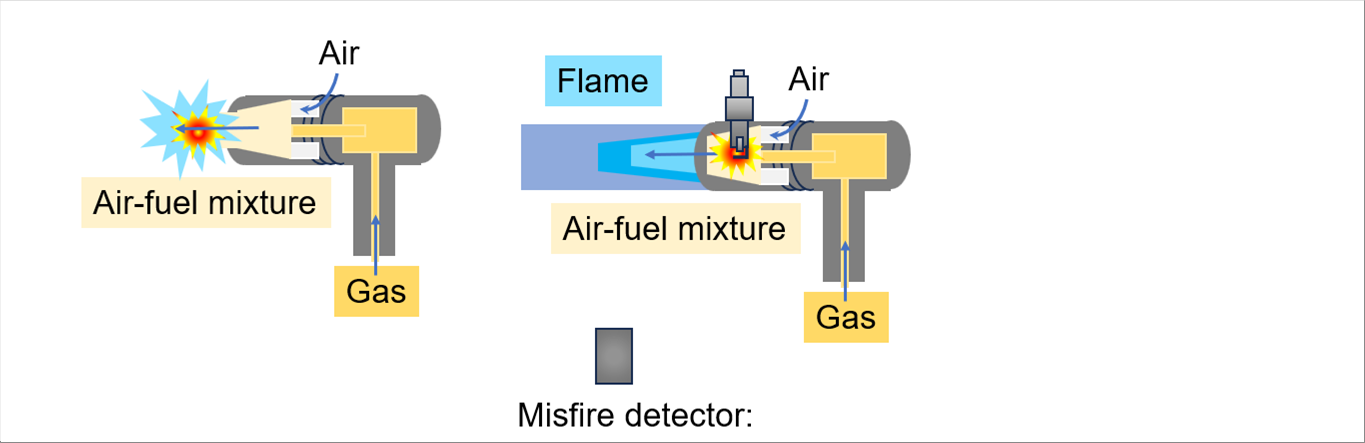
| 手持ち式バーナーでは、混合ガスを噴出させてライターや火種で点火する方法がメインだと思います。火炎の監視が使用者で可能なので、失火しても再着火ができます。 |
| |
| 工業用加熱炉のメインバーナーは、使用者が常時見ていないので、失火検知器を備えた独立した制御系をもつパイロットバーナーを使います。代表的なパイロットバーナーは、空気とガスを混合させた後に、点火プラグで点火する方式です。 |
| |
 |
| |
 |
| ● 燃料転換 |
| |
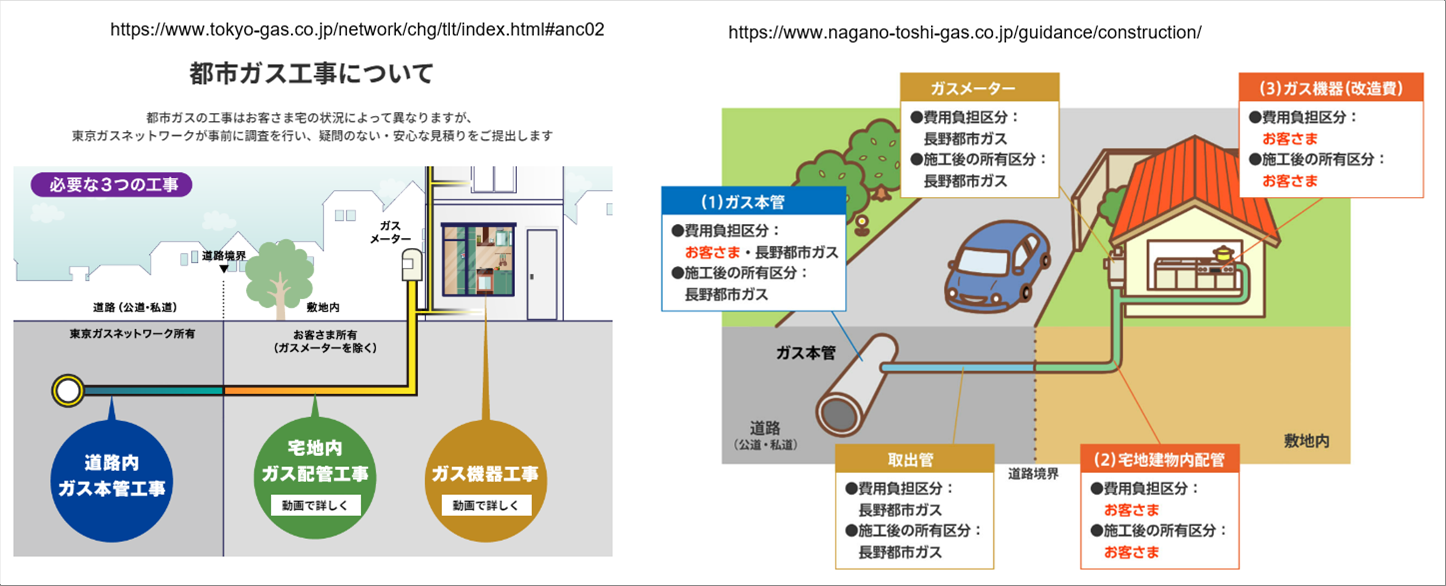
| 東京ガスと長野都市ガスのホームページによれば、プロパンガス(LPガス)から都市ガスに変更する場合、更新する必要があるのは、(1)ガス本管、(2)宅地(建物)内配管と、(3)ガス機器(改造)となっています。 |
| |
 |
| |
 |
| ● 加熱炉内でおきていること 熱輻射、熱伝達、熱伝導 |
| |
| 被加熱材の温度がうまく上がるかどうかが重要なので、非加熱材から見た視点で見てみます。 |
| |
| シャワーを浴びるとき、身体のどこにシャワーを当てるかによって、洗えるところが変わります。シャワーではなく、自分が炉に入ったと想像してちゃんと熱が自分に来ているかが、非加熱材から見た視点ということになります。 |
| |
| 材料から見ると、ゾーンが仕切りで区切られていて、上部に燃焼室があります。また、ゾーンごとに仕切りがあることもわかります。温度は、予熱帯が低くて、加熱帯、均熱帯が高温になっているはずです。炉に入る前と出た後では、「炉の外」の環境が見えます。 |
| |
| 次に、熱と温度について考えてみます。 |
| |
| 定義ですが、熱はエネルギーで、温度は熱(エネルギー)の大小の指標です。低温部は、熱エネルギーが小さく、高温部は大きな熱エネルギーを持っています。 |
| |
| 熱の移動方向は一方通行で、高温部から低温部に移動します。 |
| |
| したがって、熱という視点では、程度の差はありますが、どこでも一律に、高温部から低温部に熱が移動しています。 |
| |
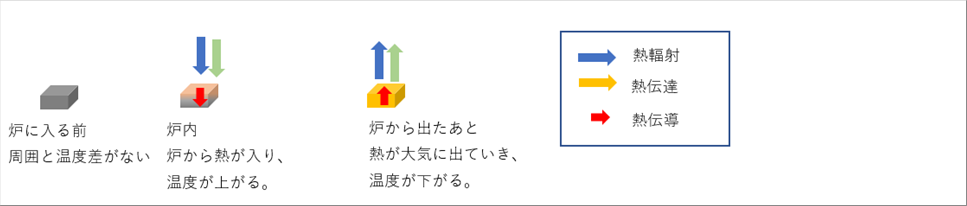
| 炉に入る前は、周囲と同じ温度で、熱の出入りはありません。炉に入ると、非加熱材に熱が入ってきます。炉から出たら、非加熱材から熱が外周に出ていきます。 |
| |
| 熱の移動には熱輻射、熱伝達、熱伝導の3種類があります。 |
| |
 |
| |
| 熱輻射、熱伝達は材料と周囲との熱移動で、熱伝導は材料内部での熱の移動です。 |
| |
| 熱輻射、熱伝導は真空中でも働きますが、熱伝達は、空気、水などの流体がないとはたらきません。 |
| |
 |
| |
 |
| ● 炉の効率 |
| |
| 燃費は気にせず、最速で温度を上げたい場合もあるでしょうが、一般的には、加熱時間が決まっていて、最小燃料で既定の温度まで加熱する場合に、最小燃焼消費量になるのが効率がいい炉だと言われています。 |
| |
| 発熱量は、燃焼用空気温度上昇、加熱炉の炉体温度上昇、材料の温度上昇に使われ、使われなかった熱量は、煙突から燃焼ガスとして出ていきます。 |
| |
| したがって、効率とは、総発熱量のうち、何%が材料に入ったかとうことになります。煙突から出る燃焼ガスの温度が大気温度に近ければ近いほど、高効率的な炉ということになります。 |
| |
 |
| ● 温度ミュレーション方法 |
| |
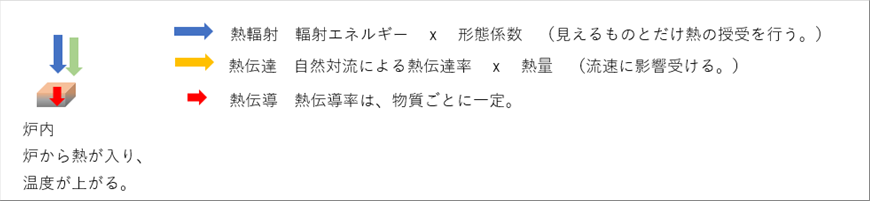
| 温度シミュレーションは、計算したいものから見て熱の出入りを計算し、内部でどう伝わっていくかを計算すればいいことになります。すなわち、熱輻射、熱伝達、熱伝導の3つの熱の伝わり方を計算します。 |
| |
 |
| |
 |
| 〇 熱輻射 |
| |
| 輻射熱を出している高温部は、材料からその部分が見えるときだけ材料に輻射熱を与えます。見える景色は、炉の入口から出口まで時々刻々変化しますが、これは形態係数で計算でき、輻射エネルギーに乗算して求めます。(詳細は熱力学参照) |
| |
 |
| 〇 熱伝達 |
| |
| 低温の材料の周りには、自然対流で空気の流れができ、流速が速いほうが熱伝達が大きくなります。この計算には、空気の流れ速度を計算して影響の大きさを計算します。この流れの計算で熱伝達係数が計算できます。(詳細は熱力学参照) |
| |
 |
| 〇 熱伝導 |
| |
| 材料内部の熱の移動は、物性値なので、周囲と関係なく計算ができます。(詳細は熱力学参照) |
| |
| Author: T. Oda |
| このページはエクセルで作り、excel2webでhtmlとcssを自動作成しました。 |