| |
 |
| |
 |
| ● 穿孔方法 |
| ● マンネスマン兄弟の磨き棒鋼での発見 |
| ● マンネスマン穿孔法 |
| |
 |
| ● 穿孔方法 |
| |
| 穿孔とは、穴をあけることです。英語ではピアスなので、ピアシングともいいます。英語からだとイアリングなどを連想しそうですが、穴をあけること全部がピアスです。 |
| |
| ピアシングの方法ですが、古くは石のお金の穴、石窟ほりなどはとがった石や、ノミと槌であけたのだと思います。ほかにもあるでしょうが、ここでは金属加工に限りたいと思います。金属に穴をあける方法として思いつくのは、ガスバーナー、放電のアークで溶かす、回転ドリルで削り取るなど、元の部材を取り除いて穴をあける方法と、たがね・ノミでたたいてあける、棒などをググっと押し込む、高圧水を放射するなどのもとの金属の全部、もしくは大部分が残る方法がありますが、金属を揉んで穴をあける方法は意外と知られていません。 |
| |
 |
| ● マンネスマン兄弟の磨き棒鋼での発見 |
| |
| マンネスマン穿孔法は、この、金属を揉んで穴をあける方法です。マンネスマン兄弟が発見したということです。マンネスマン兄弟は、金属棒を磨く仕事をしていたそうです。棒を磨きながら新しい穿孔方法を発見したことは素晴らしいことだと思いますので、わかる範囲でそのメカニズムを数式を使わないで説明したいと思います。 |
| |
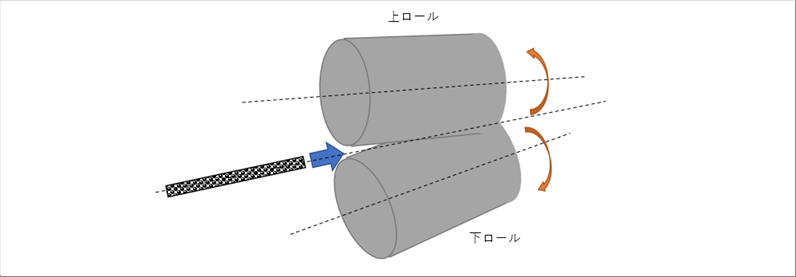
| マンネスマン兄弟がやっていた磨き棒鋼の方法は、1ペアの円筒ロールをお互いに角度をつけて配置し、ロールで棒鋼に力を掛けながらロールを回転させることで、連続的に棒鋼の表面の汚れを取るという方法です。 |
| |
 |
| |
| 上下ロールに角度をつけ、そのロール間に錆などの汚れが付いた丸棒を入れて加工する方法は、手で汚れを取ることに比べたら作業効率がよく、大量に加工できる方法です。 |
| |
 |
| ● 磨き棒鋼の効率を上げると中心が割れる |
| |
| 汚れが薄くて均一であれば、上下ロールは棒鋼に軽くタッチしていればきれいに磨けるはずですが、実際には、汚れの厚みは不均一で、かつ、強い汚れもあるでしょうし、棒鋼のへこんでる部分の汚れがあったりします。 |
| |
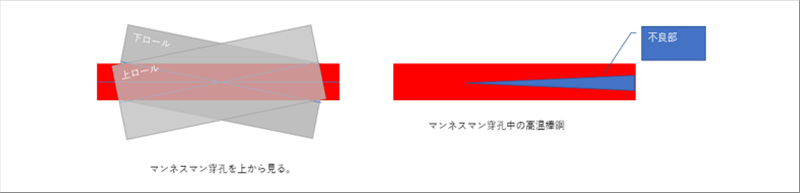
| ロールの傾きがわかるように斜め上からの絵にしてありますが、ロールと棒鋼のタッチ具合が大切なので、真横から見ると下のようになっています。 |
| |
 |
| |
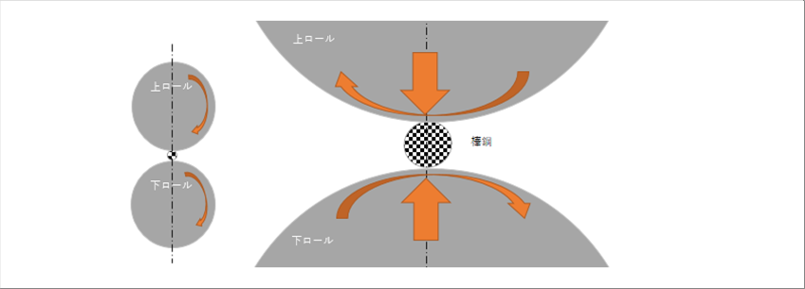
| 棒鋼の入り口側から見た、ロール長手方向中央当たりの断面は下のようになっています。右図は棒鋼近傍の拡大図です。 |
| |
 |
| |
| 棒鋼は、上下ロールから力が働いています。棒鋼は上下の圧縮力で変形します。ロールは回転しているので、今圧縮を受けた部分は、すぐに力から解放されます。半回転後、再度圧縮を受け、すぐにゼロになり、半回転後にまだ圧縮力を受けます。ロールの描画を省略して、棒鋼内のある部分に着目した絵を書くと次のようになります。 |
| |
 |
| |
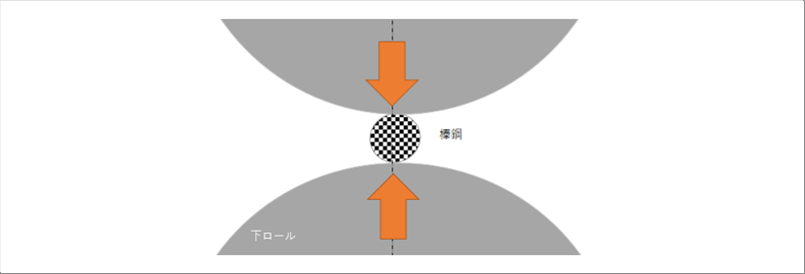
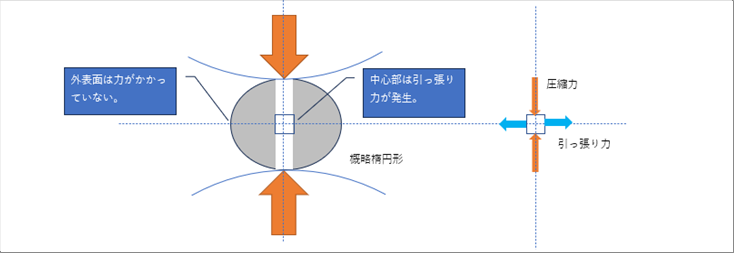
| 丸鋼片は、ロールから上下に押されて中心部が膨れた状態になっています。物理の法則として、変形する方向と力の方向は常に一致しますので、膨れる方向に力がかかっているはずです。ところが、丸鋼片には、膨れた方向に外から力はかかっていません。したがって、内部で引張力が働いていると考えられます。 |
| |
 |
| |
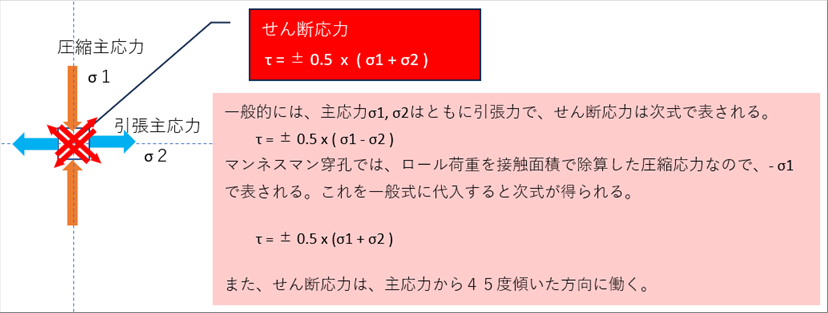
| 圧縮力では割れませんが、引張力は大きくなると割れが発生します。さらに、図のような形で圧縮力と引っ張り力が作用すると、その平均値と同じ大きさのせん断力が45度の方向に発生します。 |
| |
| 引張力に加えて、せん断力も割れの原因になります。次の絵は、これらを模式的に示したものです。 |
| |
 |
| |
| せん断力τは、次式で表されます。 |
| |
| τ = 0.5 x (σ1 + σ2 ) |
| |
| せん断力τの大きさを考えたいと思います。まず、σ1との比較をするために、両辺をσ1で除算して無次元化してみます。 |
| |
| 引張力σ2は、0より大きくσ1より小さいと推測されます。引張力σ2と圧縮力σ1の比をaとすると、次式が得られます。 |
| |
| τ/σ1 = 0.5 ( 1 + a ), ただし、σ2/σ1 = a, 0
|
| |
| この式は、0.5より大きく1未満なので、τは、σ1より小さいことがわかります。同様に、σ2で無次元化すると、次式が得られます。 |
| |
| τ/σ2 = 0.5 ( 1 + b), ただし、σ1/σ2 = b, 1
|
| |
| この式は、1より大きいので、τはσ2より大きいことがわかります。 |
| |
| 以上より、σ1, σ2, τの大きさは、下記となり、 |
| |
| σ2 < τ < σ1 |
| |
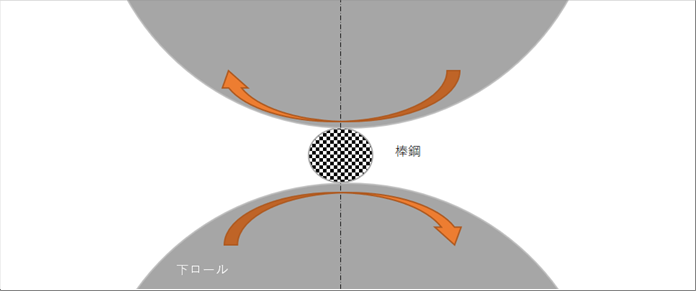
| 次に、ロールの回転の影響を考えてみたいと思います。 |
| |
 |
| |
| 棒鋼はロールで圧縮されて若干楕円形をしているので、この回転力の一部が中心部ではせん断力として作用しているかもしれませんが、非常に小さいと思われるので、無視しても構わないと思います。 |
| |
| 棒鋼の磨きをしていると、棒鋼の中央部分にヒビが入るようなことがあったそうです。これまでの説明で、中心部にかかるせん断力によって、中央部分に亀裂が入りやすいが状況になる場合があったのだと推測されます。 |
| |
| この現象は、棒鋼を磨くという目的のためには合致していませんが、マンネスマン兄弟は、この現象に新しい穿孔法としての可能性を見出し、開発を続け、ついに現在でも使っているマンネスマン穿孔法として完成させたそうです。 |
| |
 |
| |
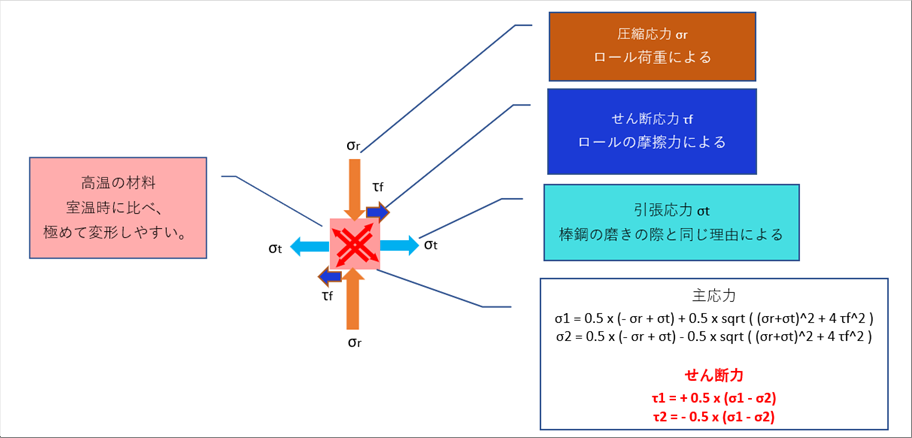
| 穿孔プロセスは1200度Cなど、高温で行われます。常温では固い鉄鋼でも、高温では柔らかくなっています。このような温度で力がかかると、鉄鋼の弾性限度を超えて、永久変形(塑性変形)します。(詳細は塑性加工参照) |
| |
| したがって、穿孔プロセスは、磨き棒鋼の場合以上に中心部近傍が破壊されやすい状況になっています。高温材料の中心部にかかっている応力は、下の絵ようになると思います。 |
| |
 |
| |
| |
| |
| クラック部分は薄いために温度が下がりやすく、いったんクラックが発生すると、そのあとの圧延では完全には再溶着することは難しくなります。このため、最終的に、製品にクラックが残ってしまいます。 |
| |
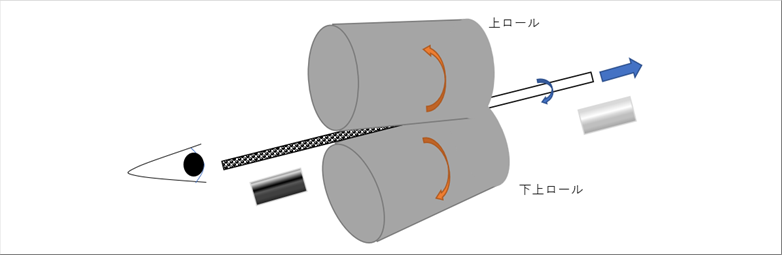
| 穿孔中に圧延を止めてどうなっているかを観察すると下のようになります。棒鋼の磨きと同様に、ロールと棒鋼だけの場合は内面割れが発生します。工業製品としては不良品で、そのままでは利用できません。 |
| |
 |
| |
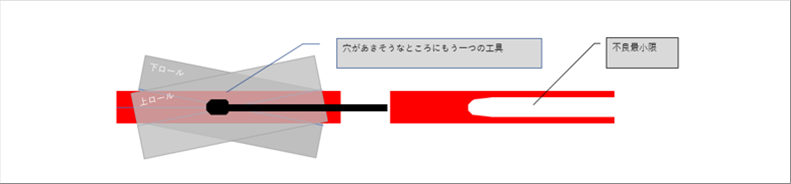
| マンネスマン穿孔法は、クラックが発生しやすい状況を利用し、クラックが発生する直前の位置に、内面用の工具を使ってきれいな穴をあけることです。この方法だと、クラック起因の不良を最低限に抑えることができます。さらに、自然に穴があく直前の条件なので、工具で穴をあけるには、少しの力で済みます。 |
| |
 |
| |
| このように、追加の工具のおかげで、内面の不良は大幅に改善されてマンネスマン穿孔法として今日でもシームレスパイプの製造に使われています。 |
| |
| この追加の工具はプラグと呼ばれ、砲弾のような形状をしているものが多いです。プラグは、バー(上の絵で黒い細い棒)で保持され、きれいな内面と所定の肉厚が得られるように制御されます。 |
| |
| Author: T. Oda |
| このページは、excel2webで自動作成しました。 |
| |