| |
 |
| |
| アレクサンダー・ゲレジの本(東大五弓先生訳)などでわかるように、我々の大先達の方たちが美しい数式を導いてくれましたが、20歳代で圧延理論を勉強しはじめた時は、正直分かりやすいものではありませんでした。 |
| |
| 今ではコンピューター・シミュレーションが簡単にできるので、ゲレジさんの数式は使われることは稀だと思いますが、その後の世界中の圧延の発展に寄与したことは間違いありません。 |
| |
| ここでは、ゲレジさんの圧延理論の難しい数式を使わないで、圧延がどうなっているのか説明してみたいと思います。圧延工程のエンジニア、オペレーターに限らず、工場の中の圧延機が何をしているかわかるので、工場萌えの方にもいいかも、です。 |
| |
| |
 |
| ● プレートの圧延 |
| ● パイプの圧延 |
| ● ロールが複数ある場合 |
| 厚みを薄くする場合の調整方法 |
| 厚みを厚くする場合の調整方法 |
| |
| |
 |
| ● プレートの圧延 |
| |
 |
| |
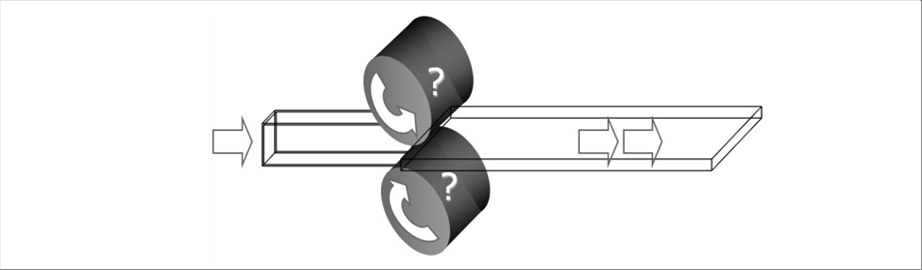
| 左から材料厚板(スラブという。)が入り、ロールで圧延されて、右の薄板(プレート)になります。 |
| 材料とロールの速度を矢印 ⇒ で示しています。 |
| |
| 右のプレートの速度は、材料の2倍になっている場合に、ロールの回転数を考えてみたいと思います。 |
| |
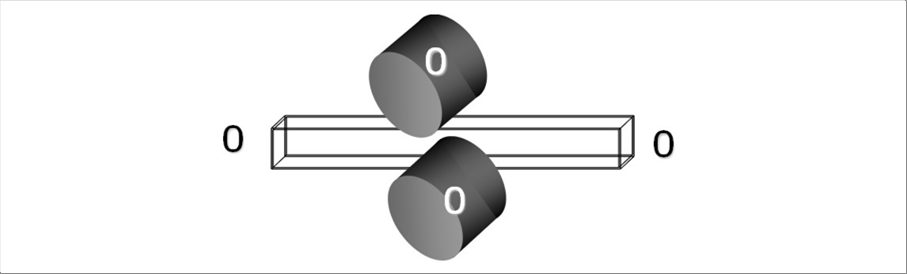
| まず、ロールが停止していて、材料に触っているだけの場合を考えます。 |
| 当然ですが、速度はどれもゼロになります。 |
| |
 |
| |
| 次に、ロールの位置はそのままで、1の速度で回転させます。 |
| |
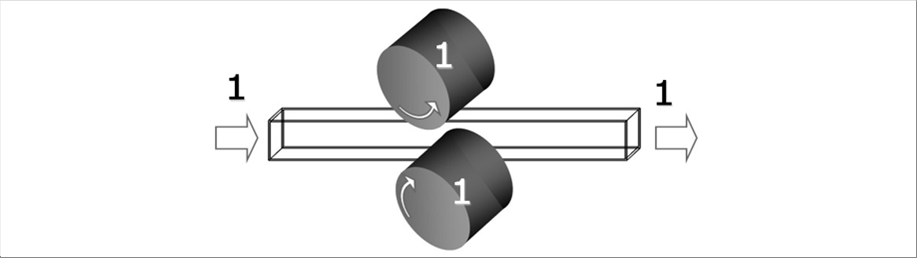 |
| これで、材料をプレートにする圧延の、左半分、材料の部分は一致しました。 |
| |
| このまま、速度2にしてみます。 |
| |
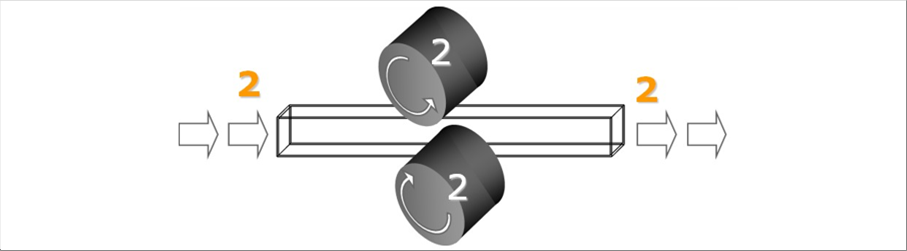 |
| これだと、材料をプレートにする圧延の、右半分、プレートの部分は一致しました。 |
| |
| 左半分の厚板(スラブ)の材料速度とロール部分の速度が一致しないので、入側の速度を1にするために、ロールを材料にぐぐっと押し込んでみます。 |
| |
 |
| |
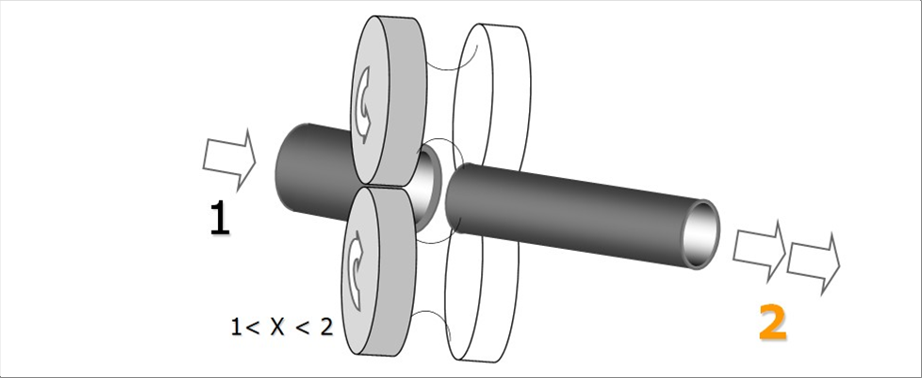
| 左の材料速度は1,右のプレート速度は2です。圧延前後で体積速度は一定です。この例では、プレートの速度が2なので、プレートの断面積は半分になっているはずです。プレートは幅が若干広がっていますので、厚みは半分よりその分厚くなっているはずです。 |
| |
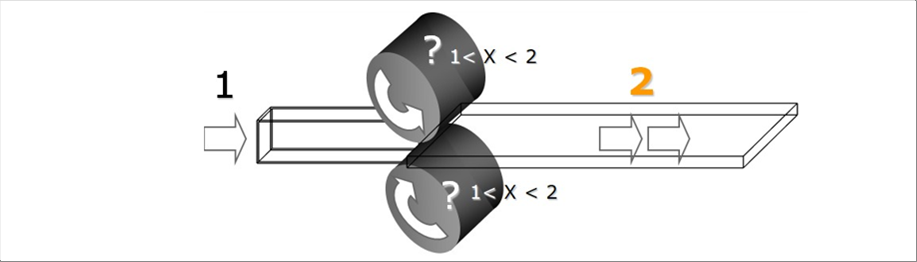
| ロールの速度は、1より大きく2未満ですが、概略右側のプレートの速度となります。 |
| |
 |
| ● パイプの圧延 |
| |
| プレートの圧延に加えて、パイプの圧延を考えてみます。 |
| |
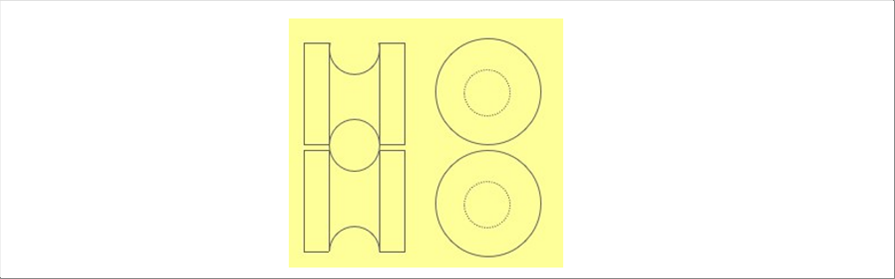
| パイプ圧延に使うロールは、円筒形ではなく、下のような形のロールを使います。「溝付きロール」と言います。円筒のロールに、溝(みぞ)を掘ってあるロールです。カリバーロールとも言います。 |
| |
 |
| |
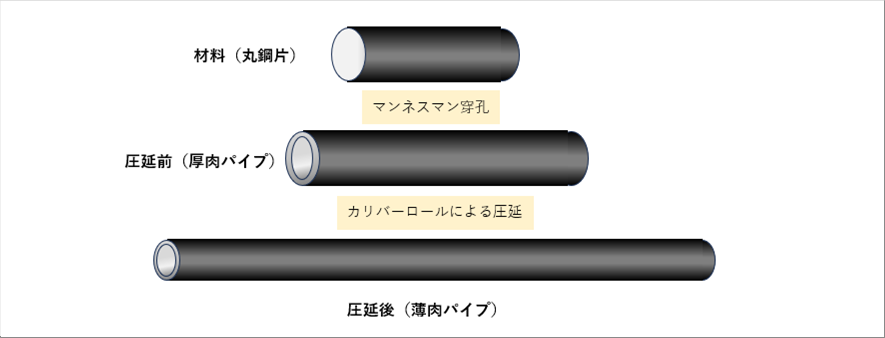
| 材料は、丸い鋼材(ビレット)で、圧延後にパイプになります。 |
| |
 |
| |
| 最初のイラストの丸ビレットを中空パイプにするには、「マンネスマン穿孔」などを利用します。詳細は「穿孔」を参照ください。 |
| |
| 「パイプ圧延」は、丸鋼片(丸ビレット)を中空厚肉パイプにする圧延と、厚みがあって短い中空パイプを、薄く延ばす工程をいいます。丸ビレットを中空パイプにする工程は「マンネスマン穿孔」、中空パイプを薄く延ばす工程は「カリバーロール圧延」といいます。マンネスマン穿孔は、このホームページの「穿孔」で説明していますので、そちらを参照ください。 |
| |
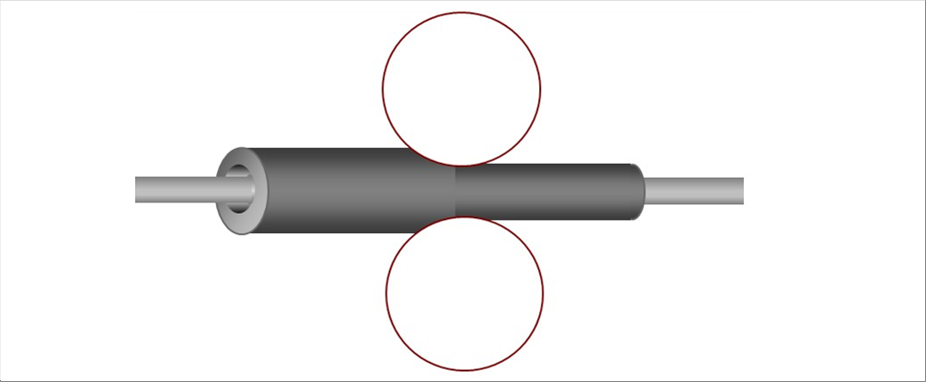
| パイプ圧延のうち、プレート圧延と対比できるのは、後者のカリバーロール圧延です。ただし、カリバーロールだけでは圧延できないので、パイプの中にバーをいれます。 |
| |
 |
| |
| どうして伸びるかは、プレート圧延と同様に考えられます。バーの表示を省略すると下の絵のようになります。 |
| |
 |
| |
| プレートの場合と同様、ロールの回転数は素材1とパイプ2の中間になります。 |
| |
 |
| ● ロールが複数ある場合 |
| |
| 上下2個のロールでワンペアですが、複数ペアある場合を考えます。 |
| |
| ペアは、スタンドなどと呼ぶ場合があります。2ペアは2スタンドです。1スタンドでは、加工できる量が限られるので、一度に大きな加工量としたい場合は、複数のスタンドを使います。これは、プレートもパイプも同じです。 |
| |
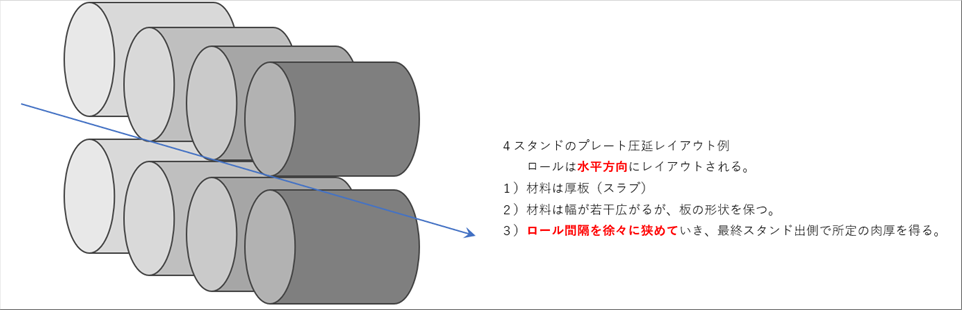
| 下に、板圧延の例を示します。複数スタンドは水平方向に配置され、ロール間隔(ギャップ)を徐々に小さくして所定の寸法を得ます。 |
| |
 |
| |
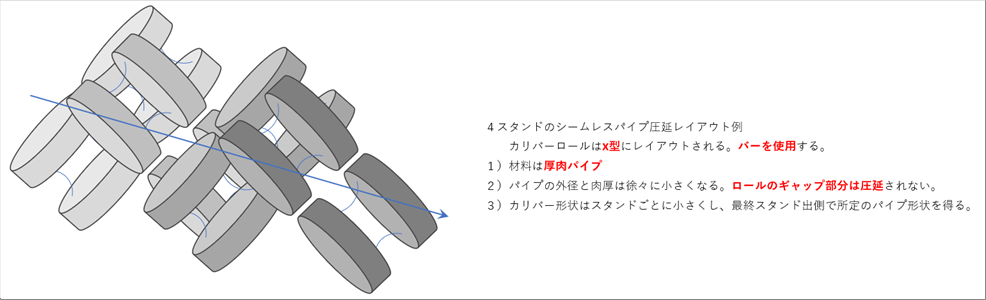
| 次に、シームレスパイプ圧延の例を示します。ロールとバーで圧延しますが、バーは表示していません。上のプレートの圧延とは違い、ロールギャップの部分は圧延できません。この部分は、その次のスタンドで圧延されます。 |
| |
 |
| |
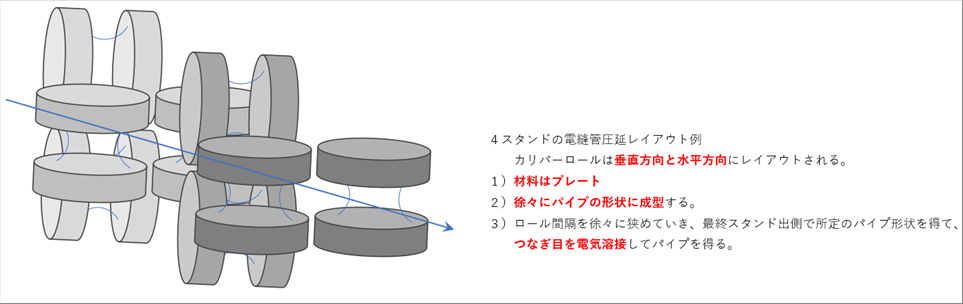
| 電縫管は、プレートを丸めて、できたつなぎ目を電気溶接してパイプを作る工程です。この場合は、カリバーロールは水平方向と垂直方向にレイアウトされます。この工程は、プレートの圧延とシームレスパイプの圧延とは違って肉厚を圧延しないので説明は割愛させていいただきます。 |
| |
 |
| |
| プレート圧延と、シームレスパイプ圧延のロール回転数の調整を考える場合、最初に1番、2番スタンドを考え、次に 2番、3番を考え、順次最終スタンドまで考えればいいので、2スタンドの場合が理解できれば十分です。 |
| |
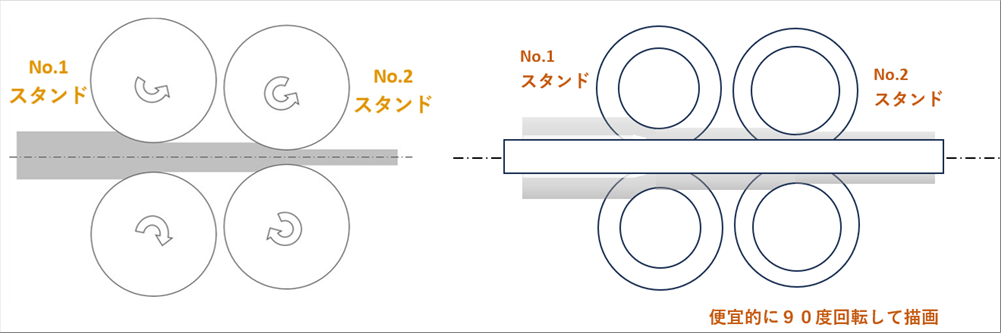
| シームレスパイプの圧延は、1番スタンドと2番スタンドは90度回転して配置されていて断面図を書くのは難しいので、スタンドは回転せず、1番スタンドの出側の厚肉パイプが90度かいてんして入ってくるとして断面図を書いてみます。 |
| |
| 下の左がプレート圧延、右が2番スタンドを90度回転して描いたシームレスパイプの圧延です。シームレスパイプの圧延では、全スタンドを貫通するバーがあり、パイプは、ロールとバーで圧延されます。 |
| |
 |
| |
| シームレスパイプの圧延は、バーの摩擦係数や速度が圧延状態に影響を与えますが、肉厚に注目すれば、プレート圧延もシームレスパイプの圧延も、素材の厚みを徐々にうすくします。どちらの圧延も、ロール回転数の調整方法は同じなので、以下のイラストは、プレート圧延を使います。たまたまでもいいですが、この2スタンドでうまく圧延できているとします。 |
| |
 |
| 〇 厚みを薄くする場合の調整方法 |
| |
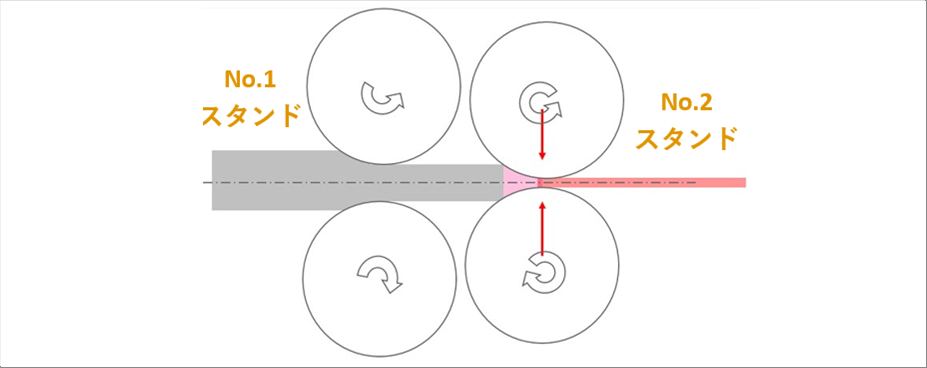
| 厚みをもっと薄くするために、2番スタンドの間隔を狭めたとします。 |
| |
 |
| |
| 2番スタンドのロール間隔を小さくしたので、2番スタンド出側(赤の部分)の肉厚が薄くなり、速度が速くなります。1番スタンドの回転数が変わっていないので、グレーの1番スタンドの出側の速度は変化しません。したがって、2番スタンドの入側は同じ速度で、出側速度が速くなったので、2番スタンドのロール速度を速くする必要があります。この記事の前半の単スタンドの速度の変化で説明したように、2番スタンドの新しい回転数は、出側速度が速くなった比率とほぼ同じ程度になります。 |
| |
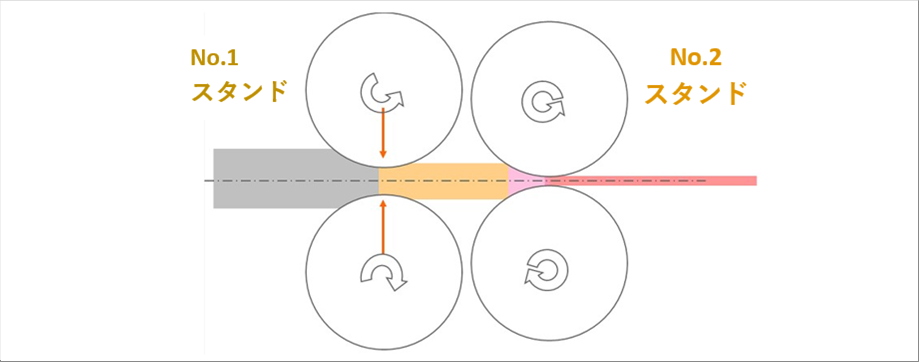
| 2番スタンドはこのままで、1番スタンドの間隔も狭くしてみます。どこが変化するでしょうか。 |
| |
 |
| |
| 1番スタンドを狭くすると、オレンジ色の部分の速度が速くなります。この部分は、1番スタンドの出側であると同時に、2番スタンドの入側なので、両スタンドの回転数に影響を及ぼします。どちらのロールも速くしますが、オレンジの部分の増速分とほぼ同じ増速分となります。 |
| |
 |
| 〇 厚みを厚くする場合の調整方法 |
| |
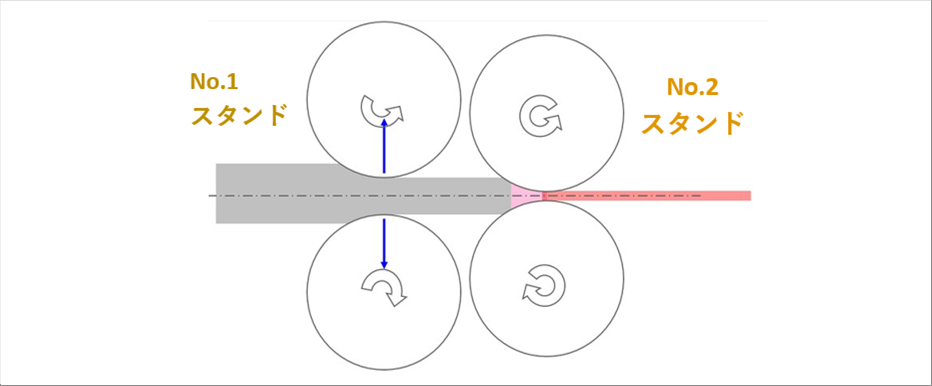
| スタンドのロール間隔を広くするとスタンド出側の厚みは厚くなりますが、この場合の回転数の調整はどうするのでしょうか。 |
| |
 |
| |
| 例として、もとのロール間隔近くまで広げることにします。1番スタンドのロール間隔を広げた場合、入側の厚板(厚肉シームレスパイプ)の肉厚減少量は小さくなり、1スタンド出側の厚みが厚くなります。したがって、1番出側の(=2番入側)速度が遅くなるので、両スタンドのロール回転数は遅くなります。 |
| |
| |
| Author: T. Oda |
| このページはエクセルで作り、excel2webでhtmlとcssを自動作成しました。 |